Exposing the Preform Variability Behind Inconsistent Stretch Blow Moulding Results
A stretch blow moulding process that is fixed, validated and running to specification should produce consistent bottles. In practice, many manufacturers know this is not always what happens. Blowouts occur. Instability increases. Yield drops. And when everything on the SBM line looks exactly the same as it did the day before, the cause can be extremely difficult to find.
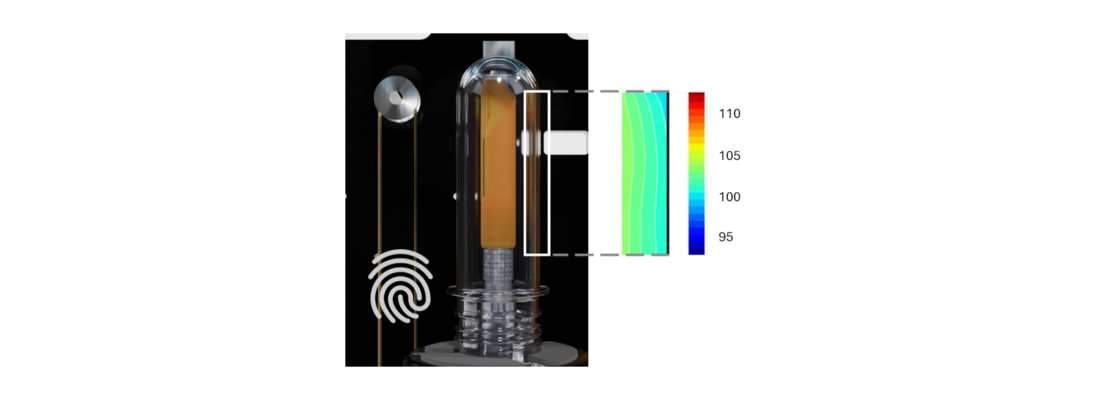
A new use case published in PETnology in May 2026 demonstrates how BMT's THERMOSCAN preform temperature sensor helped a manufacturer identify precisely this kind of hidden variability and trace it back to its real origin.
The problem with relying on SBM settings alone
Standard stretch blow moulding process controls, oven setpoints, lamp power levels, blow timing and pressure, are designed to be consistent. When they are set correctly and held stable, they are. But those controls govern what the oven does to the preform. They do not govern how the preform responds.
How a preform responds to heating depends on its actual thermal profile, how heat is distributed through its wall thickness, how quickly the core reaches the temperature needed for successful stretching, and how that distribution varies along the preform's length. That thermal profile is the parameter that directly governs stretch behaviour. And it is not visible through oven setpoints or surface temperature readings alone.
As David McKelvey, Head of Product at BMT, puts it: "What matters in stretch blow moulding is how the preform actually behaves during heating, not just the settings used to control it. By measuring both internal and external temperature, THERMOSCAN gives manufacturers a clearer understanding of the temperature and helps them make more informed process adjustments."
The injection shift case
In the illustrative use case published in PETnology, a PET bottle manufacturer was operating a fixed and validated SBM process with no changes to settings between production runs. Despite that consistency on the blow moulding line, they observed clear differences in performance linked to when the preforms had been produced. Preforms from one injection moulding shift ran without issue. Preforms from a different shift produced increased blowouts and greater process instability.
All preforms met specification. They were dimensionally correct, within weight tolerance and cleared incoming quality checks. On paper, they were identical. But they were not behaving identically.
Measurement with THERMOSCAN revealed the answer. The two groups of preforms showed clear differences in their internal temperature profiles when measured after IR oven heating. Those differences were traced back to subtle variations in the injection moulding conditions used to produce them, specifically differences in packing behaviour, material history and cooling between the two shifts. Although the preforms looked the same and measured the same, they absorbed and distributed heat differently, meaning they entered the stretch process in different thermal states.
The SBM process was not at fault. The problem had originated upstream, and without a way to measure what was actually happening inside the preform wall, it was effectively invisible.
Why this matters more as rPET use increases
This kind of upstream variability has always existed in PET production, but two trends are making it harder to manage with conventional process controls.
The first is the increasing use of recycled PET. As the article notes, rPET introduces greater batch to batch variation in material properties than virgin PET, which translates directly into greater variation in how preforms respond to heating even when injection moulding conditions are held constant.
The second is lightweighting. As bottle wall thickness decreases in pursuit of material reduction targets, the process window for successful stretch blow moulding narrows. A preform that enters the stretch process slightly cooler than intended, due to an upstream injection moulding difference that no surface measurement would catch, has less tolerance for that variation in a lightweight design than it would in a heavier one.
Both trends point in the same direction: manufacturers need more visibility into what is actually happening inside the preform wall, not just what the oven settings say should be happening.
From reacting to understanding
By making the true thermal profile of the preform visible, THERMOSCAN enables manufacturers to move from reacting to instability to understanding its root cause. In the case above, linking the downstream blowout data to the upstream injection shift differences gave the manufacturer the information they needed to address the problem at source, rather than compensating for it through SBM parameter adjustments that treated the symptom rather than the cause.
This kind of measurement first approach to process optimisation is at the heart of BMT's methodology: reduce reliance on trial and error adjustment, support better alignment between injection moulding and stretch blow moulding, and deliver more consistent, predictable outcomes across the full production chain.
If your SBM process is running to specification but producing inconsistent results, get in touch with our team to find out how THERMOSCAN could help you identify what is really going on.