Real thickness, real performance: how BMT predicts PET bottle wall thickness and performance before production begins
When a packaging team commits to production tooling, they are committing to a bottle design based on predictions. Those predictions might come from previous experience, from simplified simulation models, or from early physical prototypes. But how accurate those predictions actually are has a direct bearing on whether the bottle that comes off the production line performs the way it was designed to.
Simplified simulation models, which assume constant wall thickness and uniform material stiffness across the bottle, are widely used but carry a fundamental limitation: the assumptions that make them easy to run are the same assumptions that make them inaccurate. They do not reflect how a PET bottle actually forms during stretch blow moulding, and as a result they do not reliably predict how it will actually perform.
BMT has developed a precise-forming simulation methodology specifically designed to close that gap, combining advanced material characterisation with SBM simulation to produce virtual predictions of bottle wall thickness and performance that match what physical testing actually finds.
Why wall thickness prediction matters
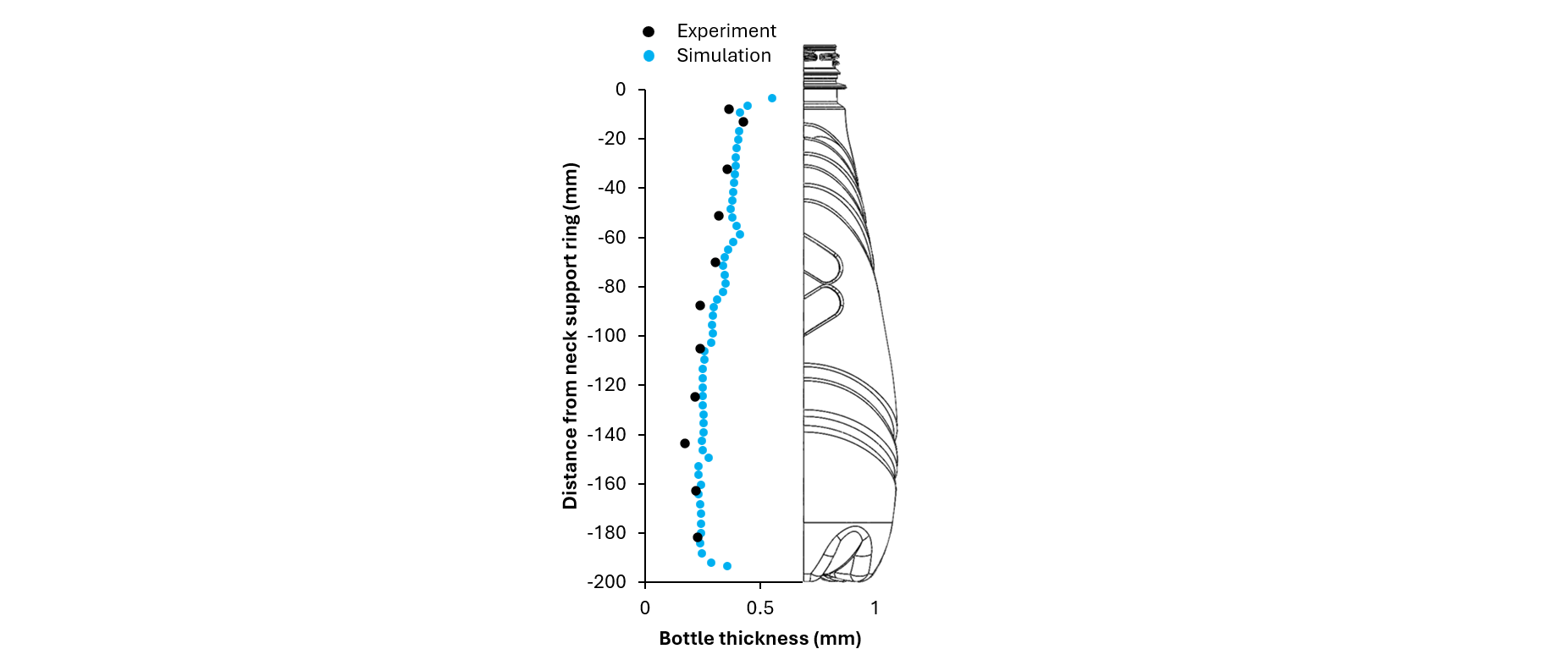
Wall thickness is not uniform in a finished PET bottle. The way material distributes during stretch blow moulding depends on the stretch ratio applied in both the hoop and axial directions, the temperature of the preform at the point of stretching, the mechanical behaviour of the specific resin being processed, and how those variables interact across different sections of the bottle geometry.
Get wall thickness distribution wrong in a design and the consequences are commercial as well as technical. Sections that are too thin will fail top load or burst pressure testing, requiring expensive tooling rework. Sections that are too heavy carry unnecessary material weight, undermining lightweighting targets and adding cost across every unit produced.
Predicting wall thickness accurately before tooling is committed is therefore one of the most valuable things a simulation methodology can do for a packaging team.
Step one: measuring how the resin actually behaves
BMT's methodology begins with material characterisation rather than assumed material properties. Specifically, biaxial tensile testing is used to measure how the PET or rPET resin responds when stretched in two directions simultaneously under controlled conditions that replicate the stretch blow moulding environment.
Biaxial tensile testing captures deformation patterns, stretch ratios, stiffness changes through the stretch process, and how the processing history of the material influences its mechanical behaviour. For rPET in particular, where material properties vary between batches and between different recycled feedstocks, this measured characterisation data is essential. Assuming constant properties for a material that is inherently variable will produce simulation outputs that cannot be trusted.
Step two: using real material data to drive simulation
The characterisation data feeds directly into BMT's simulation models as measured variable inputs rather than assumed constants. Instead of applying a single fixed stiffness value across the entire bottle, the simulation uses the actual measured behaviour of the resin to predict how material stretches in both the hoop and axial directions and how it distributes through the bottle wall during blowing.
The result is a wall thickness and stiffness profile that reflects the real forming process rather than an idealised version of it. That profile is then used to run virtual top load and burst pressure assessments, predicting how the as-manufactured bottle will actually perform under real-world loading conditions before a single physical prototype is produced.
As David McKelvey, Head of Product at BMT, explains: "BMT's technology supports accurate top load and burst pressure testing, helping manufacturers optimise bottle designs for strength and lightweighting. By improving how performance is predicted during development, our methodology significantly reduces the need for physical prototyping and accelerates development timelines."
The accuracy difference
The performance gap between simplified and variable property approaches was demonstrated directly in a recent validation study.
Models using variable properties derived from real forming behaviour matched physical testing to within approximately 1%. Constant property models, in contrast, overpredicted performance by 13% and up to 63%.
That gap matters in two specific ways. A model that overpredicts performance by 13% to 63% will tell a packaging team that a bottle design is stronger than it actually is. Decisions made on the basis of that prediction carry real risk, a bottle that passes virtual testing but fails physical testing means rework, delay and cost that the simulation was supposed to prevent. Equally, a model that overpredicts by that margin will also fail to identify opportunities to remove material safely, because it cannot accurately show where the design has genuine structural reserve.
A unified workflow from material to performance
The value of BMT's approach comes from the integration of both steps into a single, connected workflow. Material characterisation provides the measured behaviour of the PET during stretching and heating. Simulation uses those measurements to predict how the bottle takes shape and how it will perform under loading.
This integrated process directly supports the commercial and sustainability goals that packaging teams are working toward: reducing material use through confident lightweighting decisions, shortening development timelines by replacing physical trial cycles with reliable virtual testing, and improving design efficiency by identifying performance risks before tooling is committed.
It is also the practical application of BMT's Measure, Digitise, Execute methodology: characterise the material with precision, build a simulation that reflects reality, and execute design decisions with the confidence that comes from data rather than assumptions.
To find out how BMT's precise-forming simulation methodology could support your next bottle development programme, get in touch with our team.