How altitude affects lightweight PET bottle performance and how simulation predicts it before distribution

Lightweighting is one of the most commercially and environmentally compelling goals in PET packaging development. But as bottle walls get thinner and fill conditions become more diverse, a challenge that has always existed in the background becomes harder to ignore: what happens to a lightweight PET bottle when it travels through a distribution network that includes significant changes in altitude?
The answer, for packaging engineers, is panelling. And in severe cases, structural collapse.
A new study by BMT, published in PETnology in July 2026, demonstrates how integrated simulation and physical testing can be used to predict and quantify that risk before a single bottle enters the supply chain, giving packaging teams the data they need to design smarter rather than engineer heavier.
The engineering problem
When a bottle is filled and sealed at high altitude, the air pressure at the point of sealing is lower than the air pressure at sea level. As the product descends through the distribution chain, the pressure differential between the inside and outside of the bottle increases, creating a vacuum-like effect on the container walls. For a bottle designed to withstand typical filling and handling conditions, that additional external pressure can cause the sidewalls to deform inward, a deformation known as panelling. In lightweight designs with reduced wall thickness, the risk is amplified.
This is a well-recognised challenge in package development, particularly for manufacturers supplying products across regions with significant elevation changes. But it has historically been addressed through over-engineering, adding material and weight to compensate for a risk that, with the right analytical tools, can be quantified and designed out far more precisely.
The Mount Everest case study
To validate BMT's methodology, Ross Blair, Head of Engineering at BMT, and the simulation team developed an extreme test case: a bottle filled and sealed at the summit of Mount Everest, then transported to sea level. The pressure differential between the summit and sea level is approximately 680 mbar, providing an extreme but analytically useful loading condition that allowed the team to investigate the effects of altitude-induced vacuum pressure on lightweight PET packaging at the most demanding end of the possible range.
Advanced SBM simulation techniques were used alongside physical pressure chamber testing to recreate the deformation conditions, and the simulation predictions were validated directly against the physical test results.
The role of fill volume
Beyond the structural design of the bottle itself, the study examined a variable that is directly within a manufacturer's control at the point of production: how full the bottle is.
Bottles were filled to varying levels to assess how the volume of air above the liquid (known as headspace) influenced deformation under vacuum conditions. The results confirmed a non-linear relationship between fill volume and the pressure required to initiate collapse.
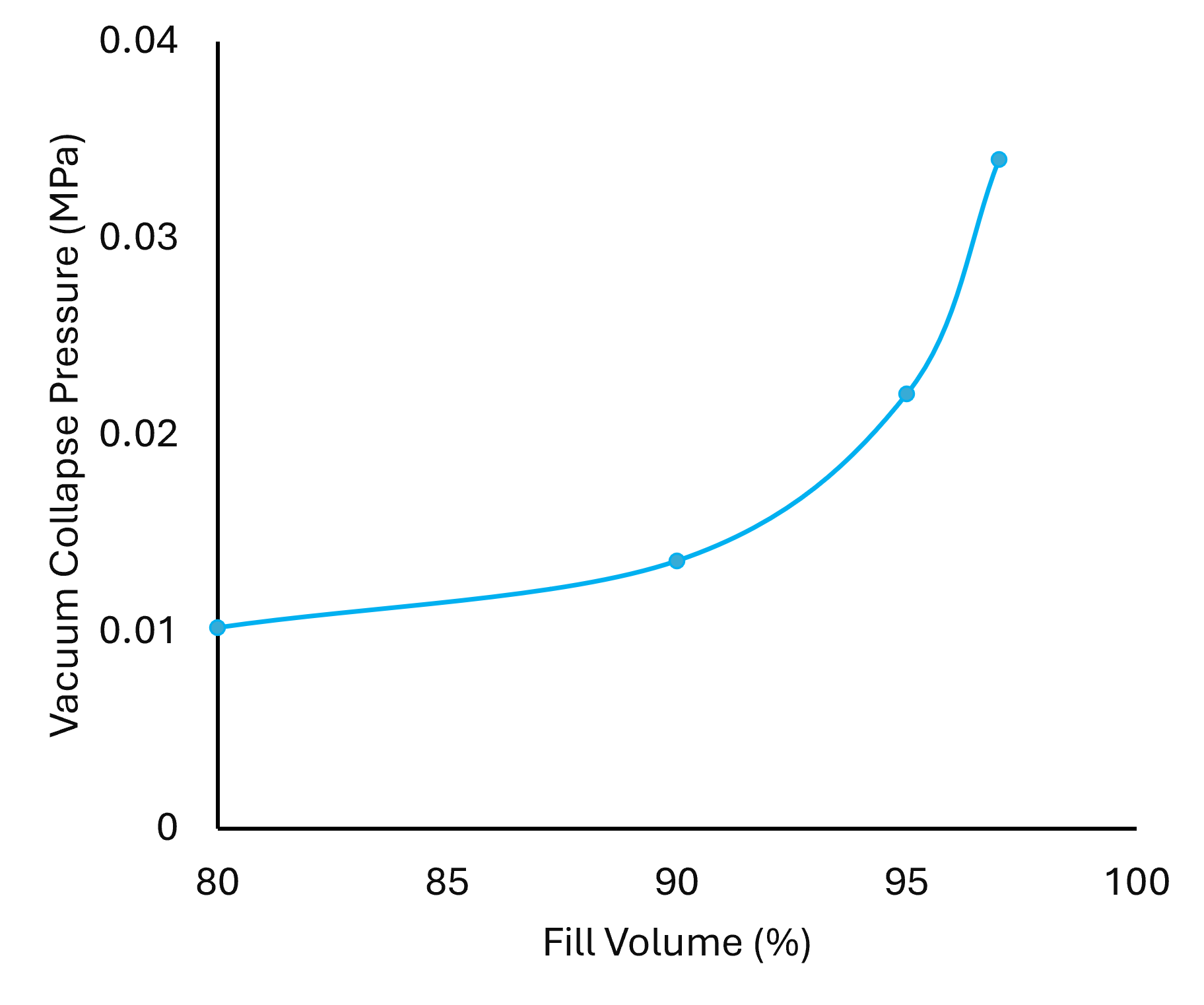
Collapse pressure across different fill volumes
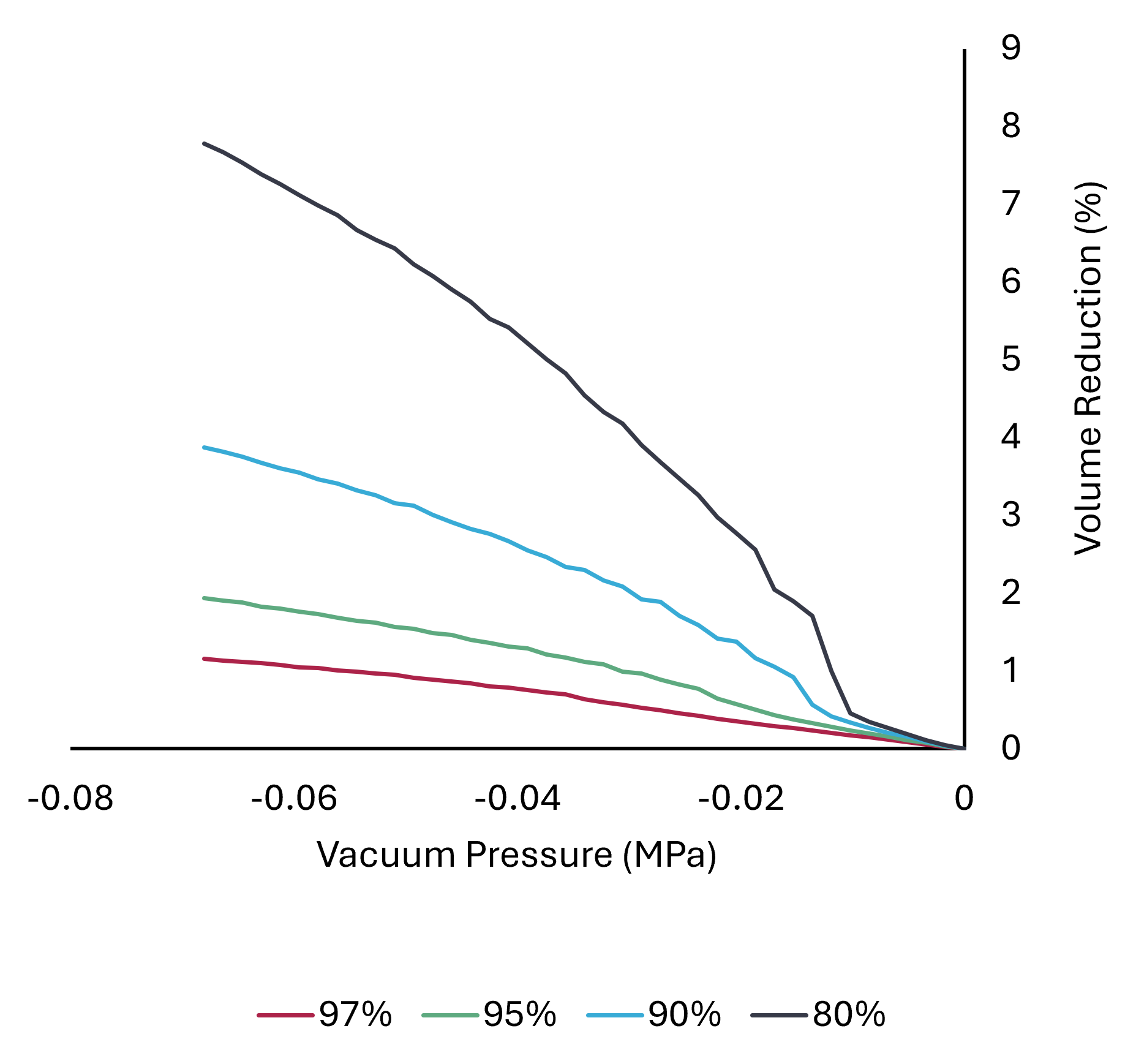
Relationship between vacuum pressure and bottle volume reduction for different fill volumes
The relationship is non-linear, meaning that a relatively small increase in fill level can deliver a disproportionately large improvement in resistance to altitude-induced collapse. A fill volume of 97% delivered the best overall performance across the combinations tested, minimising maximum sidewall deflection while limiting total bottle volume reduction to approximately 1.2%.
What this means for lightweighting decisions
The findings create a practical framework for packaging teams navigating the tension between lightweighting targets and distribution performance requirements.
Reducing headspace, by filling closer to the maximum fill volume, directly decreases deformation and significantly increases the pressure required to trigger structural collapse. For manufacturers considering a weight reduction programme, this means the performance trade-off is not simply a question of wall thickness. Fill volume, headspace management, SBM processing conditions and structural bottle design all interact to determine how a lightweight bottle actually behaves under altitude-induced loading.
As Ross Blair puts it: "Packaging performance must be assessed across the distribution chain, not just at the point of manufacture. This work demonstrates how simulation and physical testing can be used together to predict altitude-induced panelling and support more informed package design decisions."
Predicting performance before production commitment
The significance of this methodology extends beyond any single case study. By combining SBM simulation with physical pressure chamber validation, BMT's approach gives manufacturers a way to explore fill volume, design and processing variable combinations virtually before committing to tooling or production trials.
For a packaging team balancing lightweighting targets against the cost implications of increased fill volume and the performance risk of inadequate structural resistance, that kind of pre-production insight is exactly what separates a data-driven design decision from an expensive assumption.
To find out how BMT's simulation and physical testing capabilities could support your own packaging development programme, get in touch with our team.