How AI-driven simulation is revolutionising sustainable PET packaging: lightweighting without compromise
The packaging industry is under pressure from two directions simultaneously. Sustainability targets are demanding lighter, lower-carbon designs with higher recycled content. And commercial reality demands that those designs perform as well as or better than what they replace. For most manufacturers, navigating that tension with traditional trial-and-error methods is slow, expensive and unreliable.
BMT's approach, published in PETnology by Alexander McKee, CAE Engineer, and Ross Blair, Head of Engineering at BMT, demonstrates how AI-driven simulation tools are transforming that equation. By combining high-fidelity SBM simulation with machine learning surrogate modelling and multi-objective optimisation, BMT reduced a 20.7 g rPET preform by 13% while maintaining all performance requirements, with the resulting design eliminating over 65 tonnes of plastic per year at production scale.
The limits of traditional simulation
Simulation already transforms what was once a trial-and-error process into a data-driven design tool. Rather than relying on physical testing to adjust blowing conditions iteratively, digital simulation of the bottle blowing process allows parameters to be optimised before any physical testing begins. BMT's forming simulations achieve results accurate to within 5% of physical testing outcomes.
The challenge is computational time. Detailed, high-fidelity simulation models can take minutes or hours to run for a single design iteration. When the goal is exploring a large design space across multiple preform geometry and process variable combinations, that time cost adds up rapidly and constrains the number of options a development team can practically evaluate.
Surrogate modelling: near-instant predictions without sacrificing accuracy
BMT overcomes this constraint through AI-driven surrogate modelling, a machine learning technique that trains algorithms on high-fidelity simulation data so that predictions can be returned almost instantly for new design inputs, without needing to rerun the underlying model each time.
In the case study detailed in this article, BMT optimised a 20.7 g rPET preform for a specific bottle design. A surrogate model was developed using forming and performance simulation data to predict three key outputs: mass distribution across the bottle wall, top load performance, and burst pressure. The inputs to the model were preform geometry, temperature heating profiles and blowing process conditions.
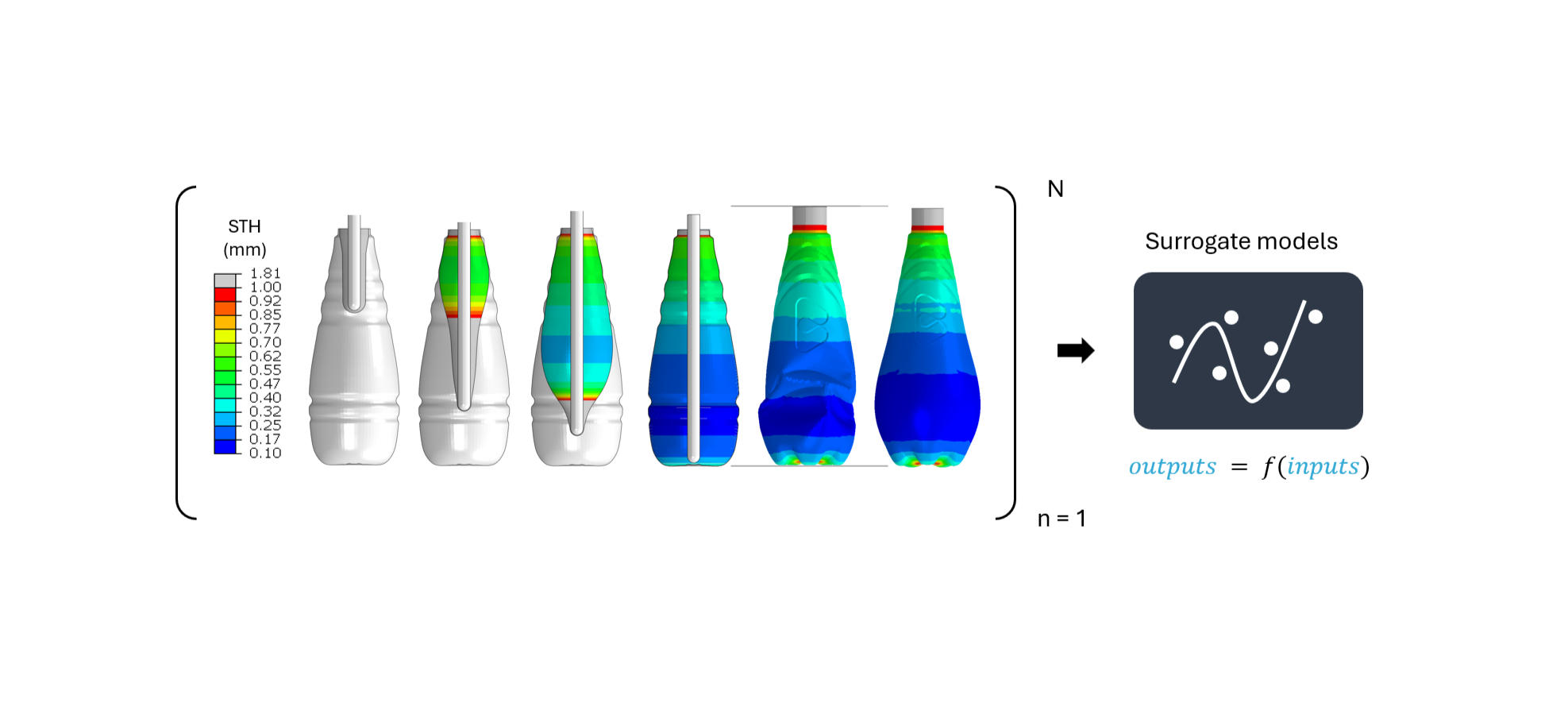
Surrogate Model containing SBM forming simulations and performance simulation of top load and bursts.
The surrogate model demonstrated high predictive accuracy with R² scores up to 0.95, meaning it could predict bottle performance outcomes from new design inputs almost instantly, with a level of fidelity that would otherwise require a full simulation run for each design variant.
Multi-objective optimisation: finding the best design, not just a better one
Having a fast, accurate surrogate model changes what is possible in optimisation. Rather than testing individual design variations one at a time, BMT applies a multi-objective evolutionary algorithm that explores the full design space simultaneously, identifying the combinations that offer the best balance across competing performance requirements.
In the case study, the optimisation target was to reduce preform weight as far as possible while maintaining a minimum top load of 150 N and a minimum burst pressure of 1.20 MPa. These are real, functional requirements, not theoretical targets, and they reflect the kind of performance floor that brand owners and converters must guarantee before any lightweighted design can be considered viable.
By analysing the Pareto front, a visual representation of the trade-offs between design variables, BMT was able to identify designs that met the performance requirements with the maximum achievable weight reduction. The process also incorporated production variability into the optimisation, adjusting the temperature heating profile by plus or minus 1.5°C to replicate typical fluctuations in a real manufacturing environment, ensuring the optimised design would be robust across the natural variation present in production rather than optimised only for ideal conditions.
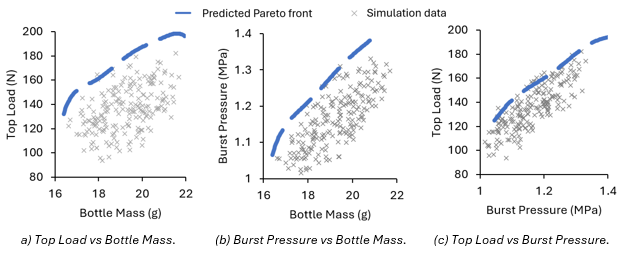
Pareto Fronts showing trade off in performance when reducing bottle mass.
The results: 13% weight reduction, 65 tonnes saved per year
The optimised preform design weighed 18.1 g, a 13% reduction from the original 20.7 g design. Despite that weight reduction, the optimised design maintained a top load of 165 N and a burst pressure of 1.21 MPa, exceeding both the 150 N and 1.20 MPa minimum requirements.
At a production rate of 25 million bottles per year, that 13% weight reduction translates into over 65 tonnes of plastic eliminated annually. The optimised design also required a 5°C reduction in peak heating temperature during manufacturing, reducing energy consumption and contributing to a lower carbon footprint across the production process.

Comparison in preform design and temperature profile for original and optimised design.
These predictions were validated through SBM and performance simulations, which returned minimal prediction errors: 6.5% for top load and 1% for burst pressure. That level of accuracy gives manufacturers the confidence to commit to a lightweighted design based on simulation outputs rather than requiring extensive physical trial cycles to validate the result.
To bridge the final gap between digital design and production reality, BMT also develops and tests physical prototypes, using lab-scale validation to confirm simulation predictions and refine the design before the transition to full manufacturing.
What this means for the rPET transition
The case study is built around a recycled PET preform, not virgin material, which is significant. rPET introduces greater variability in material properties than virgin PET, meaning a design and optimisation process that incorporates real material characterisation data and accounts for production variability is more valuable, not less, when recycled content increases.
As manufacturers navigate rising recycled content targets and tighter sustainability regulations, the ability to optimise rPET-based designs with confidence, knowing the predictions are validated and the design is robust across real production conditions, represents a genuine competitive advantage.
Whether you are a brand owner managing lightweighting targets, a converter navigating the transition to rPET, or a material supplier developing new formulations, this methodology provides a faster, more reliable route from design concept to production-ready outcome than trial-and-error development can offer.
To find out how BMT's AI-driven simulation and optimisation services could support your own packaging development programme, get in touch with our team.