Beyond the surface: mastering preform heating for rPET success with THERMOSCAN
The use of recycled PET in injection stretch blow moulding has been steadily increasing, but batch to batch variations in material quality and colour create real production challenges, often leading to defects, downtime and constant adjustment. Temperature plays a critical role in bottle quality, yet traditional monitoring methods fall short. In our recent article for PETplanet Insider, BMT's David McKelvey, Head of Strategic Partnerships and Innovation, and Jude Cameron, Project Lead, explain why surface temperature alone is not enough, and how full preform heat profiling changes what's possible.
Why a single temperature reading isn't enough
Most injection stretch blow moulding systems monitor input variables such as oven temperature, but the real determinant of bottle quality is the actual temperature profile of the preform itself, both along its length and through its wall thickness. The infrared heating process at the centre of this is genuinely complex, involving three distinct heat transfer mechanisms working together: radiation through the preform sidewall via IR lamps, convection from airflow within the oven, and conduction through the wall thickness itself.
The goal of heating is to transfer energy efficiently to the core of the preform, not just its outer surface. IR heating achieves higher core temperatures in shorter timescales, which expands the usable process window, but it also produces a more fluctuating temperature profile through the sidewall, one that external surface measurement alone simply cannot capture.
It is well established that the internal temperature of a preform should exceed that of the outer surface, since the inner layer undergoes greater stretching during the moulding process. When the difference between inner and outer surface temperatures exceeds 5°C, the risk of excessive shearing within the preform wall increases significantly, raising the risk of defects in the finished bottle. Ambient seasonal temperature changes compound this further, which is why many facilities run separate summer and winter blow moulding recipes just to maintain consistent quality.
A genuinely difficult problem for process technicians
A standard production oven contains multiple lamp banks across penetration and distribution sections, each with several individually adjustable IR lamps, alongside overall oven power and target temperature settings. Despite this level of control, most production machines provide only a single point temperature reading for the preform, leaving the true profile along its length and through its wall completely unknown. Process technicians are left navigating well over one hundred adjustable parameters with no direct visibility into the one measurement that actually determines bottle quality.
What THERMOSCAN actually measures
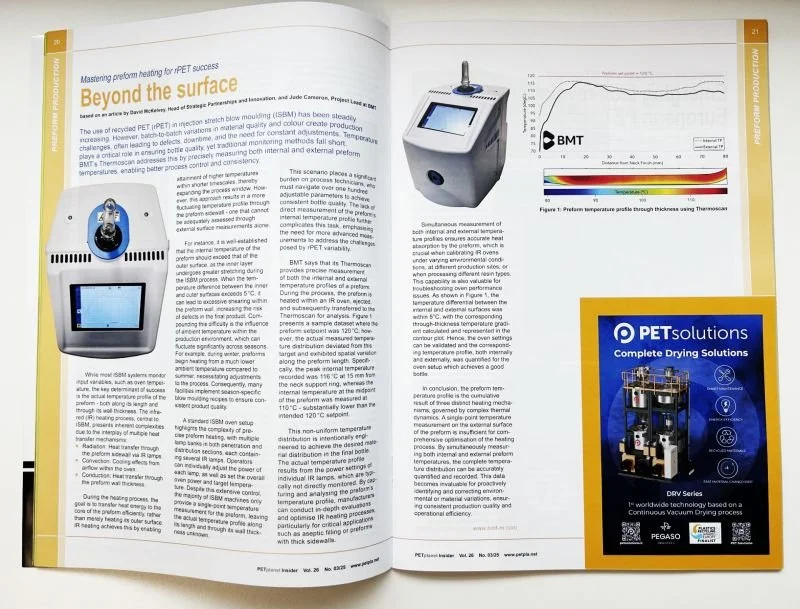
THERMOSCAN closes that gap by precisely measuring both internal and external preform temperature profiles. In the process, a preform is heated within the IR oven, ejected, and transferred directly to THERMOSCAN for analysis.
In one real example from the article, a preform with a target setpoint of 120°C produced a measured profile that deviated meaningfully from that target. The peak internal temperature recorded was 116°C, located 15mm from the neck support ring, while the internal temperature at the preform's midpoint measured just 110°C, well below the intended setpoint. That non uniform distribution is not necessarily a problem on its own; it is often intentionally engineered to achieve the desired material distribution in the final bottle. But without measuring it directly, manufacturers have no way of knowing whether that distribution is the one they actually intended.
Why this matters for rPET specifically
Simultaneous internal and external measurement is essential when calibrating ovens across different environmental conditions, different production sites, or different resin types, and it is just as valuable for troubleshooting oven performance issues directly. In the case study referenced above, the temperature differential between internal and external surfaces sat within the 5°C threshold, with the corresponding through thickness gradient calculated and mapped, confirming that the oven settings were correctly validated for that specific setup.
The preform temperature profile is ultimately the cumulative result of three distinct heating mechanisms governed by genuinely complex thermal dynamics. A single point surface reading simply cannot capture that complexity, which is precisely why full internal and external measurement matters so much for managing rPET variability with confidence, rather than guesswork.
Want to find out how full preform heat profiling could help reduce defects in your own process? Get in touch with our team